ȫ����ԃ�ᾀ�Ԓ��
0737-8561858 13755025442
�ߜ��L�C���~݆����ֱ��3.2mm��317늺��l����r���������If=13��140A��늻�늉�Uf=18��20V�������ٶȿ�����3��3.5m/h����ʹ��ֱ��4.0mm늺��l���ӕr���������If=160��170A��늻�늉�Uf=22��24V�������ٶȿ�����5.5��6.5m/h��
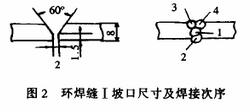
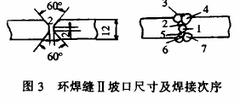
���^�õؿ����ߜ��L�C�~݆�Y���ĺ��ӑ������ɴ˶�����ĺ���׃�Σ���횰��ՈD2���D3�ĺ��Ӵ��ӭh�pI�ͺ��ӭh�pII�����ں��������h�p��M���M��ǰ��P���бP���~݆Ƭ�ĽM�ϽǺ���